Cutting Torch Settings Chart
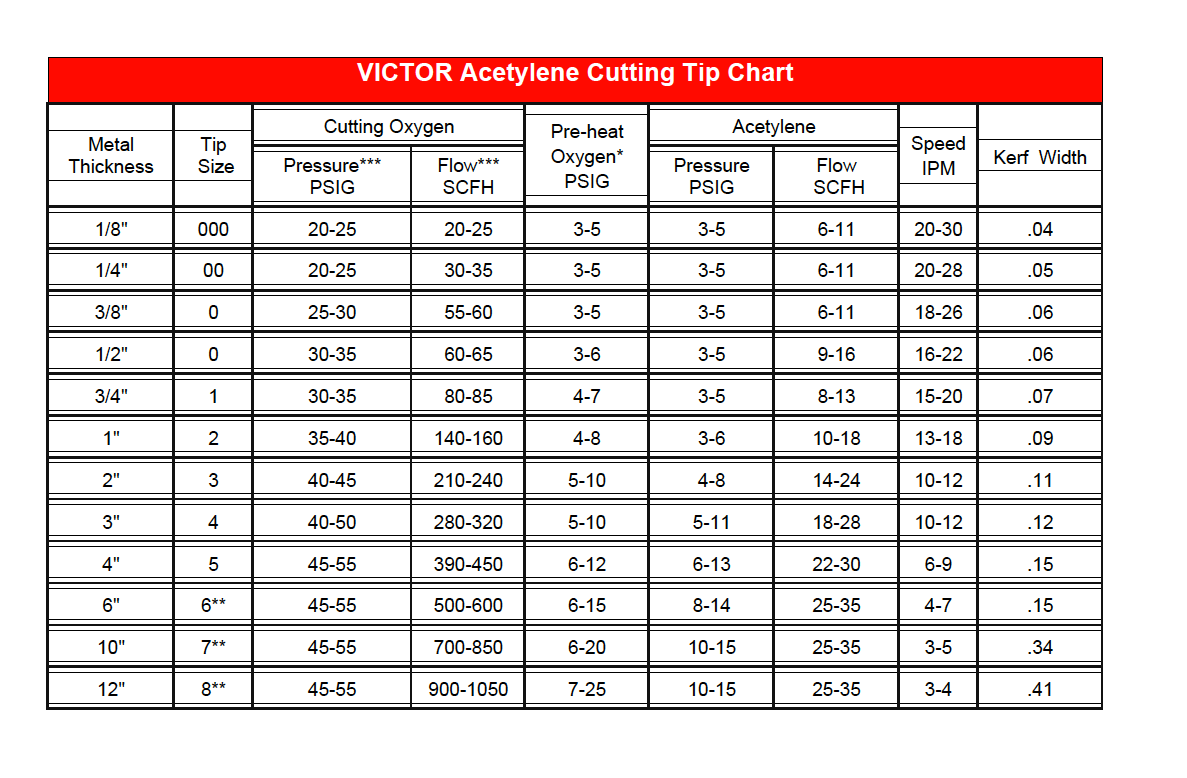
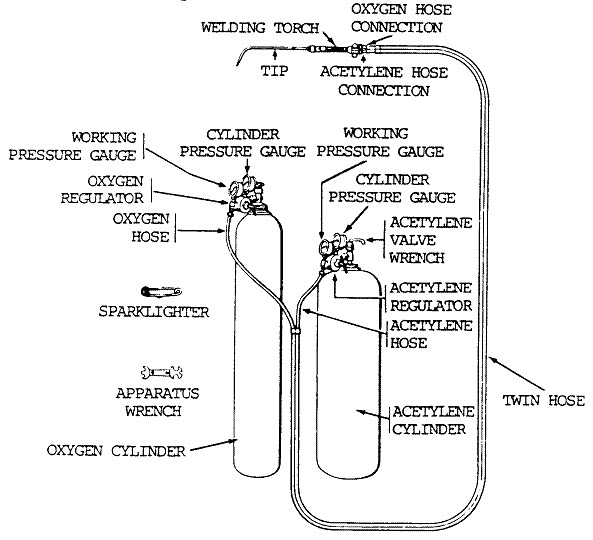
Cutting Torch Settings Chart - The oxy acetylene cutting torch consists of the following components: Use energy “stored” in the supply cylinder. Web · open oxygen valve and adjust to neutral flame. · depress oxygen lever and make necessary adjustments. Assemble the torch by attaching the oxygen and acetylene regulators, hoses, and torch handle. Components of oxy acetylene cutting torch. Before you start using the cutting torch, it’s crucial to set up the equipment properly. Propane, lpg & natural gas cutting tip chart. Web cutting torch tip flow charts. * minimum of one 350 cubic ft. Assemble the torch by attaching the oxygen and acetylene regulators, hoses, and torch handle. · close oxygen torch valve. Torches with flashback arrestors require up to 25% more pressure as tip size increases. Cutting tip series mthn (high speed machine cutting) Web a cutting torch guide that covers equipment, settings, gas, safety, how to light the torch, and more. For starters, it’s essential to examine safety concerns. * minimum of one 350 cubic ft. · depress oxygen lever and make necessary adjustments. Cutting tip series mthn (high speed machine cutting) The cutting tip size should correspond to the thickness of the material being cut. * minimum of one 350 cubic ft. If the torch/regulators and gases are done being used for a while, follow these procedures: When you’re trying to make use of a cutting torch for the first time, you need to make sure you have all your ducks in a row. Retro systems 430 clay valley center, ks 67147. This may also. Components of oxy acetylene cutting torch. Hose for size 4 and larger. Web · open oxygen valve and adjust to neutral flame. ** for best results use appropriate capacity torches and 3/8 hose when using tip size 6 or larger. Web *** all pressures are measured at the regulator using 25' x 1/4 hose through tip size 5 and 25'. Propane, lpg & natural gas cutting tip chart. Web an oxy acetylene torch is an affordable and versatile tool used by many people to heat, weld, solder, and cut metal. Hose for size 4 and larger. Web cutting torch tip flow charts. · close fuel gas torch valve. Set supply pressure for cutting oxygen pressure at supply regulator to approximately 90 psi adjust cutting oxygen pressure on hi/low preheat manifold regulator to the. Break down unusable high pressure to a usable lower pressure. Assemble the torch by attaching the oxygen and acetylene regulators, hoses, and torch handle. Web · open oxygen valve and adjust to neutral flame. For. * minimum of one 350 cubic ft. Web match your torch type, your cutting fuel, and your material thickness to begin reviewing which tip size is appropriate for your cutting setup. Web mastering the oxy acetylene cutting torch settings is essential for achieving clean and efficient cuts. Components of oxy acetylene cutting torch. Web *** all pressures are measured at. · close oxygen torch valve. Web step #3 cutting oxygen adjustment procedure. The recommended setting is for the fuel gas regulator to be set at 10 psig and the oxygen regulator at 45 psig. If the torch/regulators and gases are done being used for a while, follow these procedures: Web match your torch type, your cutting fuel, and your material. The cutting tip size should correspond to the thickness of the material being cut. For additonal information refer to www.harrisproductsgroup.com. Web mastering the oxy acetylene cutting torch settings is essential for achieving clean and efficient cuts. Assemble the torch by attaching the oxygen and acetylene regulators, hoses, and torch handle. The recommended setting is for the fuel gas regulator to. Hose for size 4 and larger. ** for best results use appropriate capacity torches and 3/8 hose when using tip size 6 or larger. Propane, lpg & natural gas cutting tip chart. By understanding the basics, selecting the right tip, setting proper gas pressures, and following the correct cutting techniques, you can enhance your cutting capabilities. The recommended setting is. The cutting tip size should correspond to the thickness of the material being cut. Use energy “stored” in the supply cylinder. Set supply pressure for cutting oxygen pressure at supply regulator to approximately 90 psi adjust cutting oxygen pressure on hi/low preheat manifold regulator to the. Acts as a safety device for the operator & cylinder. Web here we will discuss the various types of cutting torch tips and the best sizes for each job. By understanding the basics, selecting the right tip, setting proper gas pressures, and following the correct cutting techniques, you can enhance your cutting capabilities. Web the ideal cutting settings for oxy acetylene depend on factors like material type, thickness, and torch tip size. Break down unusable high pressure to a usable lower pressure. Web *** all pressures are measured at the regulator using 25' x 1/4 hose through tip size 5 and 25' x 3/8 hose for tip size 6 and larger. Torches with flashback arrestors require up to 25% more pressure as tip size increases. Web mastering the oxy acetylene cutting torch settings is essential for achieving clean and efficient cuts. Web fuel gas identification chart. For starters, it’s essential to examine safety concerns. Assemble the torch by attaching the oxygen and acetylene regulators, hoses, and torch handle. Propane, lpg & natural gas cutting tip chart. Compensate for supply pressure changes.
Cutting Torch Tip Flow Charts Baker's Gas & Welding Supplies, Inc.
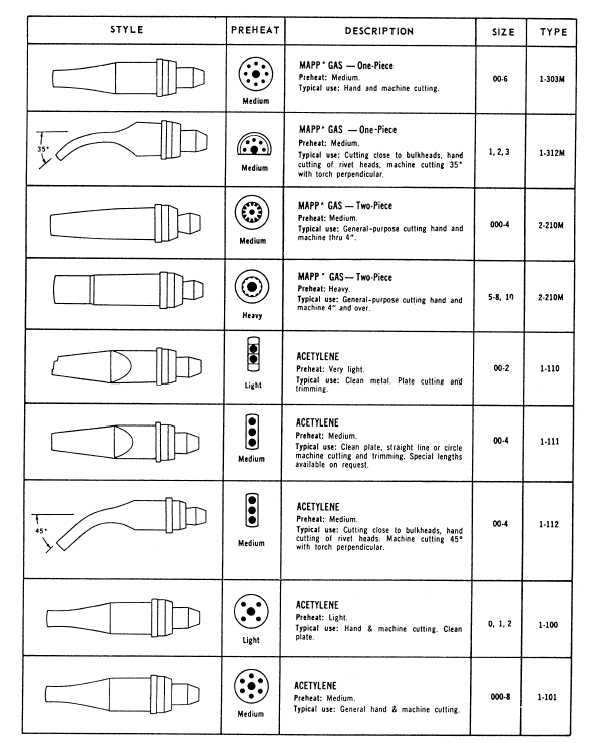
Selecting the Right Cutting Tip RonSon's Torch Repairs & Sales Ltd.

Harris 6290 Cut Chart American Torch Tip

Oxyacetylene Torch Settings Chart

Cutting Torch Chart

Smith Torch Tip Chart Transborder Media

Cutting Torch Tip Flow Charts Baker's Gas & Welding Supplies, Inc.
Cutting Torch Pressure Chart

Cutting Torch Settings Chart
Cutting Torch Guide
If The Torch/Regulators And Gases Are Done Being Used For A While, Follow These Procedures:
Web Harris Cutting Tip Charts.
This May Also Be Known As Cut Height.
Cutting Tip Series Mthn (High Speed Machine Cutting)
Related Post: