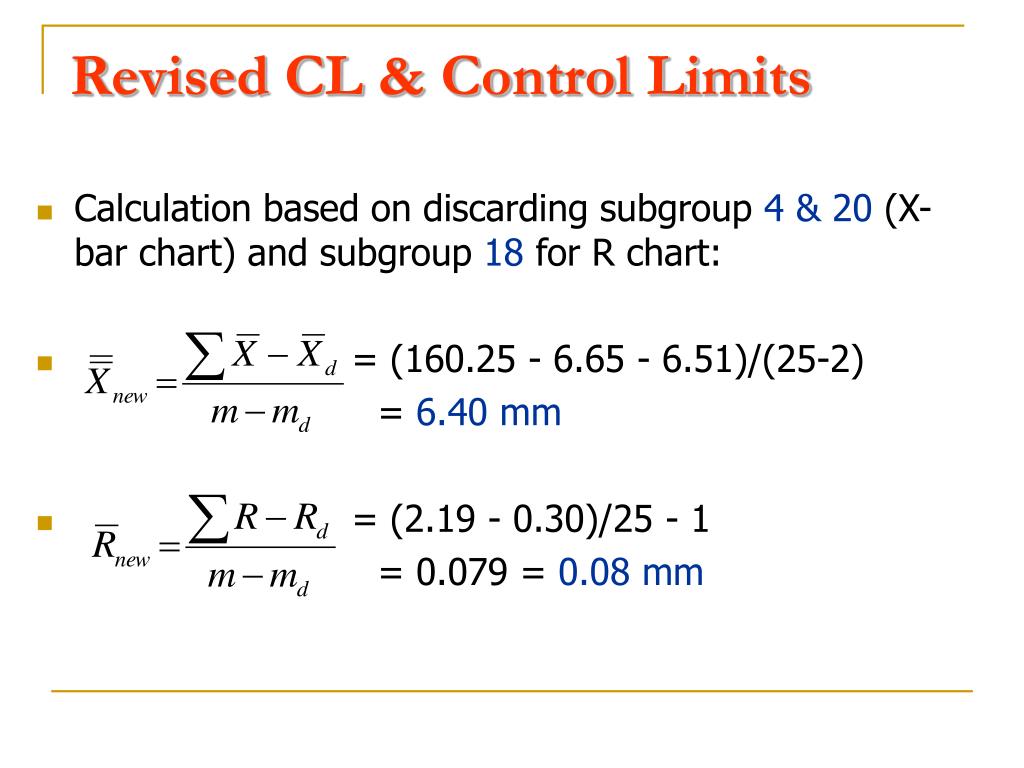
R Chart Formula
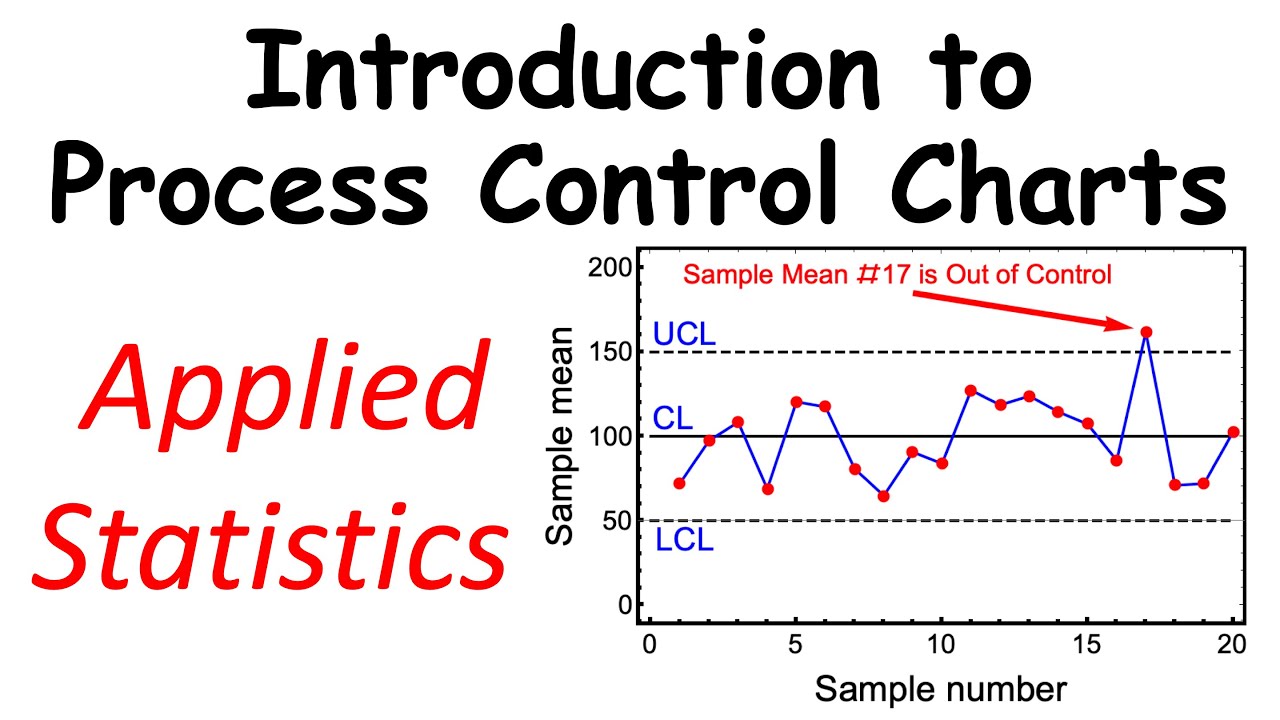
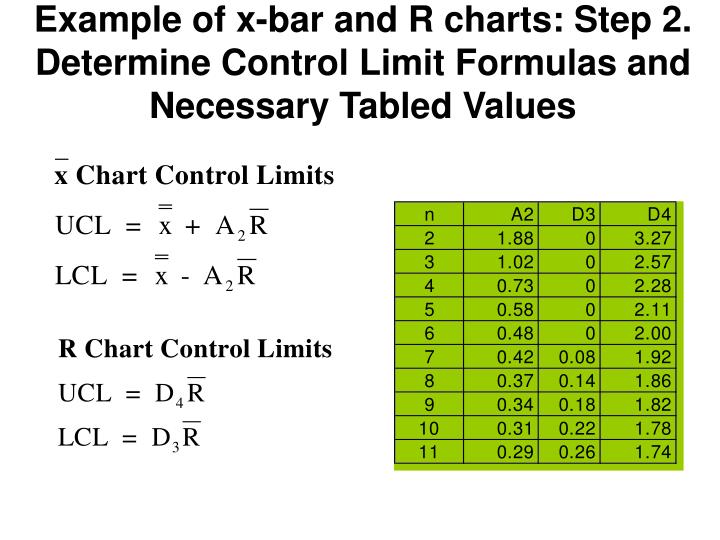
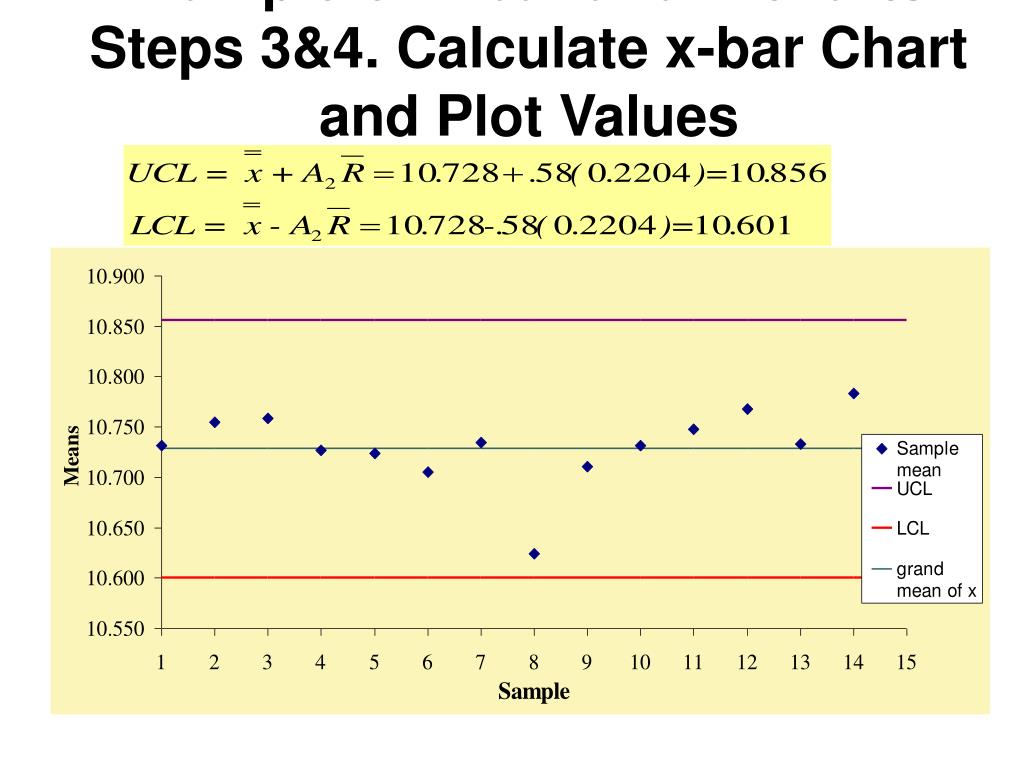
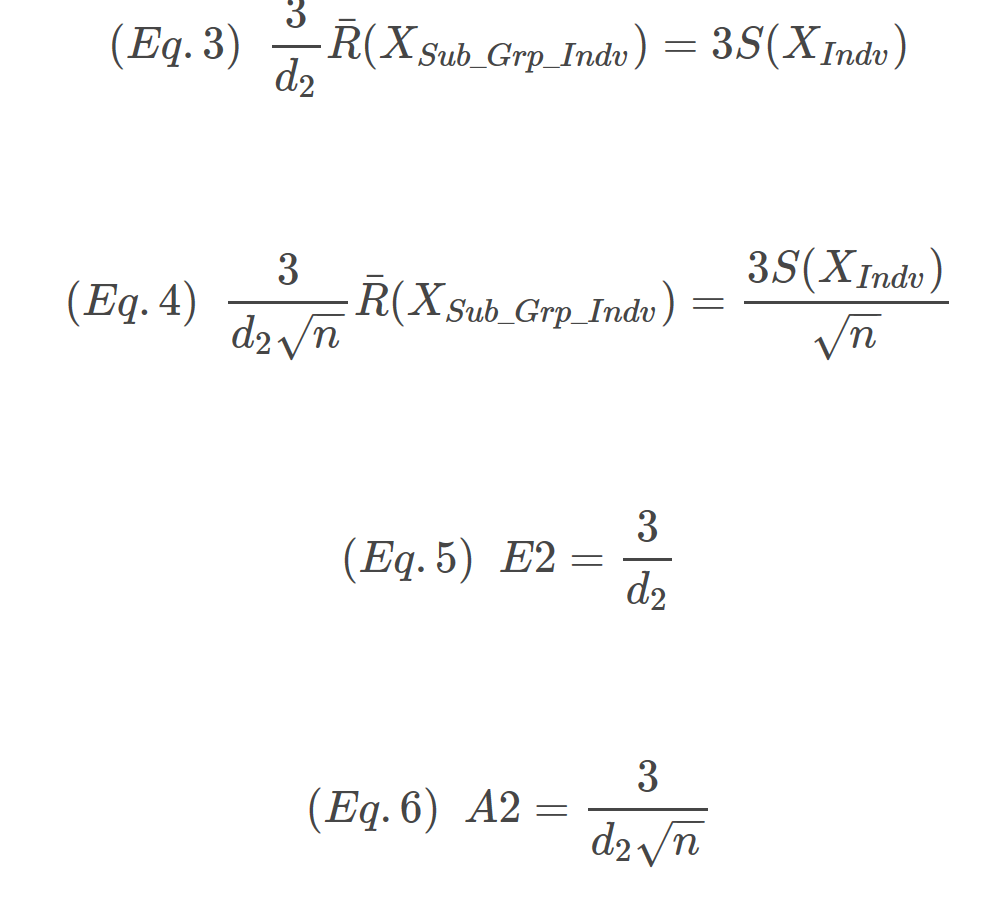
R Chart Formula - For a sample size, n, of less than 7 the lower limit is zero. If the subgroup size is one, the. Is your process in control? Web first, calculate the r chart limits. Web r = the absolute value of the difference between successive pairs of measurements. If the r chart is out of control, then the control limits on the xbar. The and r chart plots the mean value for the quality characteristic across all units in the sample, , plus the range of the quality characteristic across all units in the sample as follows: Select the method or formula of your choice. If we supply a vector, the plot will have bars with their heights equal to. The chart actually consists of a pair of charts: $$ then an estimate of \(\sigma\) can be. The xmr chart is a great statistical process control (spc) tool that can help you answer this question, reduce waste, and increase. If each set of n rows represents a group, enter the. The value is 3 for analyses that do not allow custom values.) σ. U c lr = d4 ¯r. The average range is $$ \bar{r} = \frac{r_1 + r_2 +. If we supply a vector, the plot will have bars with their heights equal to. In the formulas above, you see mention of the constants a2, d4,. If the r chart is out of control, then the control limits on the xbar. Web let \(r_1, \, r_2, \, \ldots,. Web r = the absolute value of the difference between successive pairs of measurements. Web first, calculate the r chart limits. The xmr chart is a great statistical process control (spc) tool that can help you answer this question, reduce waste, and increase. Is your process in control? Web below are the x bar r chart formula that used in. If the r chart is out of control, then the control limits on the xbar. The xmr chart is a great statistical process control (spc) tool that can help you answer this question, reduce waste, and increase. Subgroups should be formed to minimize the amount of variation within a subgroup. In the formulas above, you see mention of the constants. Web below are the x bar r chart formula that used in the qi macros for both range & avg (xbar) charts. The average range is $$ \bar{r} = \frac{r_1 + r_2 +. Web r = the absolute value of the difference between successive pairs of measurements. If the r chart is out of control, then the control limits on. For a sample size, n, of less than 7 the lower limit is zero. U c lr = d4 ¯r u c l r = d 4 r ¯. One to monitor the process standard deviation (as approximated by the sample moving range) and another to monitor the process mean, as is done with the $${\displaystyle {\bar {x}}}$$ and s. The xmr chart is a great statistical process control (spc) tool that can help you answer this question, reduce waste, and increase. Is your process in control? Web let \(r_1, \, r_2, \, \ldots, r_k\), be the ranges of \(k\) samples. C chart for count of defects. U chart for rate of defects. 9/16/2013 2013 by statpoint technologies, inc. If the r chart is out of control, then the control limits on the xbar. Web first, calculate the r chart limits. Web the control chart basics, including the 2 types of variation and how we distinguish between common and special cause variation, along with how to create a ra. Web r = the. Lc lr = d3 ¯r l c l r = d 3 r ¯. U c lr = d4 ¯r u c l r = d 4 r ¯. If the subgroup size is one, the. Parameter for test 1 (the default value is 3 for analyses that allow custom values. The xmr chart is a great statistical process control. We can supply a vector or matrix to this function. Web the r chart is used to evaluate the consistency of process variation. Look at the r chart first; The average range is $$ \bar{r} = \frac{r_1 + r_2 +. Web the control chart basics, including the 2 types of variation and how we distinguish between common and special cause. Web r = the absolute value of the difference between successive pairs of measurements. Lc lr = d3 ¯r l c l r = d 3 r ¯. The average range is $$ \bar{r} = \frac{r_1 + r_2 +. One to monitor the process standard deviation (as approximated by the sample moving range) and another to monitor the process mean, as is done with the $${\displaystyle {\bar {x}}}$$ and s and individuals control charts. If we supply a vector, the plot will have bars with their heights equal to. Web the control chart basics, including the 2 types of variation and how we distinguish between common and special cause variation, along with how to create a ra. For a sample size, n, of less than 7 the lower limit is zero. Parameter for test 1 (the default value is 3 for analyses that allow custom values. C chart for count of defects. The value is 3 for analyses that do not allow custom values.) σ. Web bar plots can be created in r using the barplot() function. If the subgroup size is one, the. $$ then an estimate of \(\sigma\) can be. Web the r chart is used to evaluate the consistency of process variation. Is your process in control? The and r chart plots the mean value for the quality characteristic across all units in the sample, , plus the range of the quality characteristic across all units in the sample as follows:
What is common to each of the formulas on the xbar and rcharts. On
How to plot xbar and r bar chart in excel crosspasa
PPT Control Charts for Variables PowerPoint Presentation, free
Statistical Process Control Charts for the Mean and Range X Bar Charts

Xbar And R Chart Formula And Constants The Definitive vrogue.co

Xbar and R Chart Formula and Constants The Definitive Guide
PPT X AND R CHART EXAMPLE INCLASS EXERCISE PowerPoint Presentation
PPT X AND R CHART EXAMPLE INCLASS EXERCISE PowerPoint Presentation
PPT Chapter 17 PowerPoint Presentation, free download ID5953193
Estimating Control Chart Constants with R
Web Below Are The X Bar R Chart Formula That Used In The Qi Macros For Both Range & Avg (Xbar) Charts.
If The R Chart Is Out Of Control, Then The Control Limits On The Xbar.
This Causes The X Chart.
= Average Of The Moving Ranges.
Related Post: