Sfm Chart For Milling
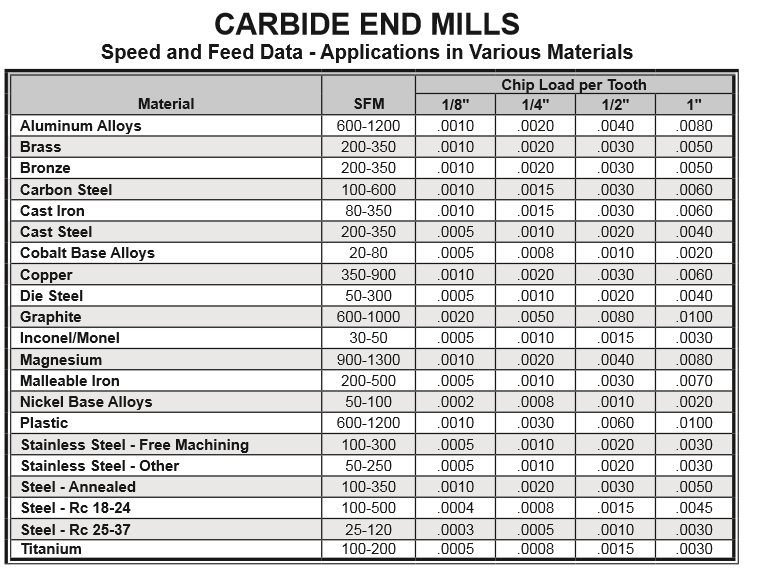
Sfm Chart For Milling - Web speeds and feeds are the cutting variables used in every milling operation and vary for each tool based on cutter diameter, operation, material, etc. For long and extra carbide reduce feed by 50%. For milling, turning, drilling, grooving, and parting off. Axial depth of cut = ad. Milling operations remove material by feeding a workpiece into a rotating cutting tool with sharp teeth, such as an end mill or face mill. Nominal hardnes s of the material. Web light radial depths of cut, the higher of the recommended surface speeds (sfm) should be used. Calculated rpm may exceed the maximum rpm of the cutter body. When cutting an internal thread, the linear feed rate needs to be reduced to compensate for the ratio of the tool's cutting diameter to the major diameter being cut. Click here to download a printable pdf file containing these formulas. Understanding the right speeds and feeds for your tool and operation before you start machining is critical. Web speeds and feeds are the cutting variables used in every milling operation and vary for each tool based on cutter diameter, operation, material, etc. Axial depth of cut = 1.5 x tool dia. For woc equal to.5 x diameter on profiling applications,. Every cutter has a diameter. Web sfm chart for uncoated end mill feeds and speeds: Click here for speeds and feeds specific to your tool. Low & plain carbon, alloy & tool steels (<286 hb) <30 hrc. Cutting speed for turning, drilling, reaming, and end milling. Low & plain carbon, alloy & tool steels (<286 hb) <30 hrc. Web this page gives cutting speeds for turning, milling, and drilling of several different materials. Web sfm ipt *(baseline) cutting diameter engaged cutting diameter material hardness 25% 50% 100% 5/16 3/8 1/2 5/8 3/4 p steel free machining & low carbon: Every cutter has a diameter. Web theory. Web this page gives cutting speeds for turning, milling, and drilling of several different materials. Milling operations remove material by feeding a workpiece into a rotating cutting tool with sharp teeth, such as an end mill or face mill. Every cutter has a diameter. This calculator is designed to coincide with standard feed and speed charts for various materials and. Diameter x 3.14159 (pi) = distance cutter travels every revolution. Cutting speed for turning, drilling, reaming, and end milling. For milling, turning, drilling, grooving, and parting off. Your job is to fill in the blue boxes, Milling surface feet per minute = (rpm x tool diameter) / 3.82 turning surface feet per minute = 0.262 x part diameter x rpm A short overhang of the cutting tool. In the future we will be adding data for hss and cobalt end mills. Web recommended cutting speed and feed. Every cutter has a diameter. Cutting speed for turning, drilling, reaming, and end milling. Click here to download a printable pdf file containing these formulas. Click here for speeds and feeds specific to your tool. Web these guidelines may require possible variations to achieve optimum results. If you do not compensate, the feedrate that the cutting edge sees will be much greater and tool failure will occur. When cutting an internal thread, the linear. For milling, turning, drilling, grooving, and parting off. Are you using a harvey tool? It includes a calculator to figure the spindle speed required. Web sfm to rpm chart (inch) find the required rpm according to your tool’s diameter and sfm In the future we will be adding data for hss and cobalt end mills. Cutting speed for turning, drilling, reaming, and end milling. Web theory behind surface feet per minute: Web speed and feed chart for threadmills. Click here for speeds and feeds specific to your tool. Adjust the cutting speed and/or feed rate based on your cutting conditions. Web speed and feed chart for threadmills. Web while cutting speed determines surface feet of material removed per minute (sfm), spindle speed is the rotational speed of the cutting tool/workpiece (rpm), and feed rate is the speed at which the cutting tool advances along the workpiece. Web these guidelines may require possible variations to achieve optimum results. For long and. If this condition exists, convential milling should be used and feed per tooth should be reduced by 50% Web determine the spindle speed (rpm) and feed rate (ipm) for a milling operation, as well as the cut time for a given cut length. Start with the recommended rpm, cutting speed, vc (sfm) and feed rate, fz (in/tooth). Cutting speed for turning, drilling, reaming, and end milling. Web sfm to rpm chart (inch) find the required rpm according to your tool’s diameter and sfm Web speed and feed chart for threadmills. Web sfm ipt *(baseline) cutting diameter engaged cutting diameter material hardness 25% 50% 100% 5/16 3/8 1/2 5/8 3/4 p steel free machining & low carbon: Greater radial depths of cut (more than.5 x diameter), the lower range of surface speeds (sfm) should be used. Web while cutting speed determines surface feet of material removed per minute (sfm), spindle speed is the rotational speed of the cutting tool/workpiece (rpm), and feed rate is the speed at which the cutting tool advances along the workpiece. Web this page gives cutting speeds for turning, milling, and drilling of several different materials. Web how do you calculate sfm in machining? Click here for speeds and feeds specific to your tool. Web these guidelines may require possible variations to achieve optimum results. Web light radial depths of cut, the higher of the recommended surface speeds (sfm) should be used. In the future we will be adding data for hss and cobalt end mills. 1008, 1010, 1018, 1141, 12l13, 12l14, 1045, 1335, 4140, 4340, 5120, 8620, p20.
Drill Speed Chart For Steel

SFM Chart Surface, It cast, Speed
fab academy 2018

Session 2 Milling Formulas for Speed & Feed Calculations Milling
Kennametal Solid Carbide Drill Selection Guide and Dimensions
Cutting Speed (Vc) SFM Stainless Steel Steel
Sfm Chart For Turning Labb by AG
Speed And Feed Chart For Milling
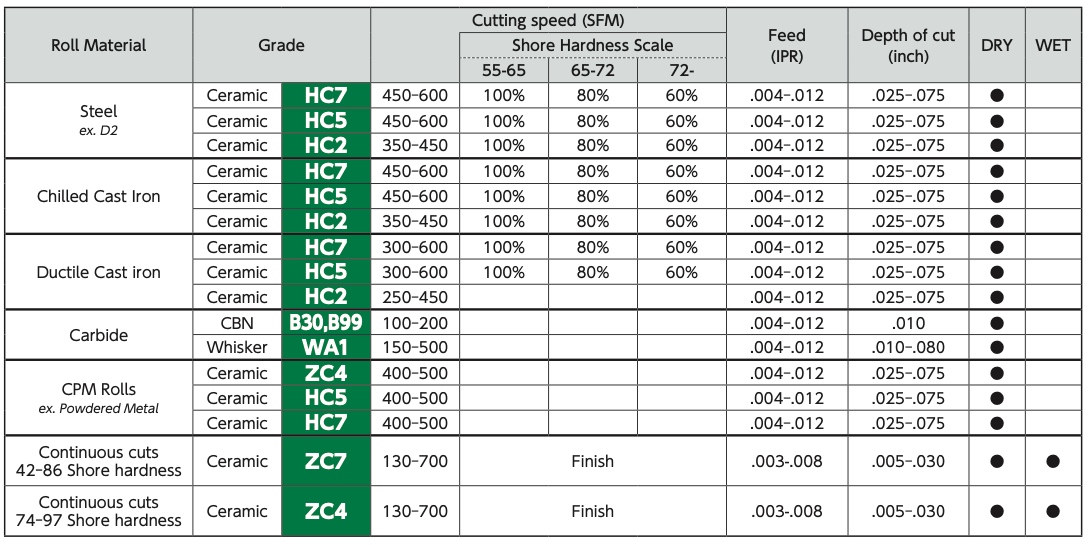
Tech Tips for Machining Hardened Materials with Ceramic and CeramiX

carbide end mill speed and feed chart Bamil
Web Sfm Chart For Uncoated End Mill Feeds And Speeds:
Calculated Rpm May Exceed The Maximum Rpm Of The Cutter Body.
Axial Depth Of Cut = 1.5 X Tool Dia.
Below Are Variable Abbreviations And Formulas For Many Common Milling Operations.
Related Post:

